|
||||||||||||||
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||
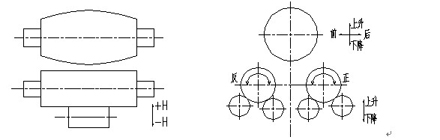
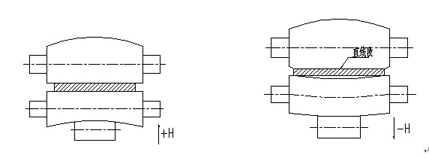
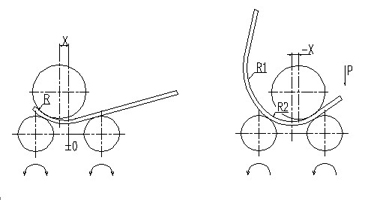
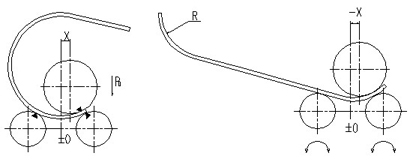
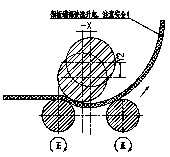
上辊万能式卷板机技术特点有哪些?
上辊万能式卷板机技术特色 JB/T8796-1998 卷板机 精度 JB/T1829-1997 锻压机械通用技术条件 GB17120-1997 锻压机械安全技术条件 JB/T8609-1997 锻压机械焊接件技术条件 JB3623-84 锻压机械噪声测量方法 JB/ZQ4000.5 铸件通用技术条件 JB/ZQ4000.9 装配通用技术条件 JB/ZQ4000.10 涂装通用技术条件 GB3766-83 液压系统通用技术条件 GB16754-1997 机械安全急停设计原则 GB/T5226.1-1996 工业机械电气设备 第1部分:通用技术条件 九 、主要标准件配置 1双列调心轴承 瓦房店 2主要液压阀 榆次油研 3齿轮泵/轴向柱塞泵 合肥液压件厂/启东申力 4主电机 凯澄电机 5辅电机 山东开元 6 PLC可编程控制器 欧姆龙(OMRON) 7触摸屏 台湾威伦(WEINVIEN) 8油缸 本厂 9密封圈 台湾顶基 10位移传感器 韩国奥托尼克斯 11减速机 本厂 12底盘/侧机架 本厂 |
|
咨询电话
18900646680
咨询微信
18900646680